全国咨询热线:18915750709
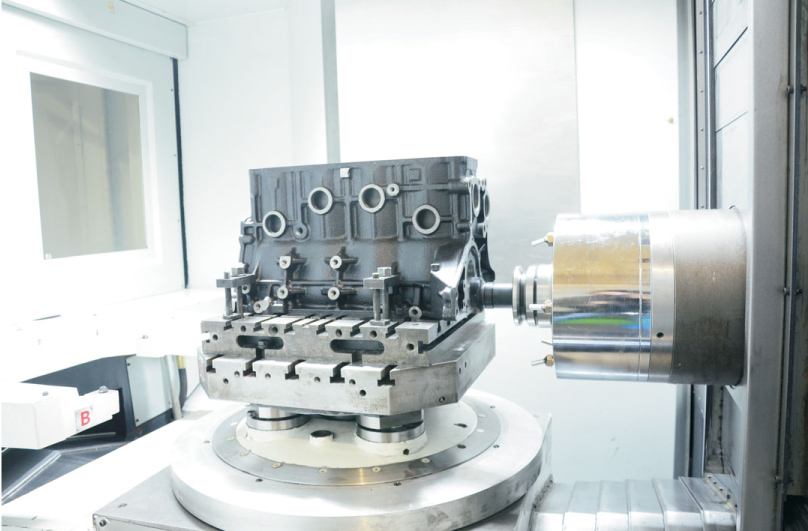
加工中心的操作中需要关注哪些环节?卧式加工中心不能忽视的细节
加工中心的操作中需要关注哪些环节
加工中心在我们进行机械的加工中发挥的作用是很大的,在我们进行加工中心的使用中,加工中心的使用要点有哪些呢,小编带领大家了解下加工中心的操作中需要关注哪些环节。
在加工中心上进行加工时,程序员必须能够预测刀具如何切入工件,因为进给速度快,加工速度快,所以要特别注意切入方法。使用小进刀量和浅切削深度外,应避免切削方向的突然变化也是非常重要的,因为进给方向的突然改变不仅会降低切削速度,而且可能导致“爬行”现象,这将降低加工表面质量,甚至造成过切或残留,刀具损坏甚至主轴损坏及损伤现象。
其次,建议刀具缓慢切入工件,尽量避免二次切削工件。因此,从一个切削层到另一个切削层缓慢进入工件比在切削后突然进入工件要好。当切削在某一点时,尽可能保持稳定的切削参数,包括切削厚度、进给量和切削线速度的一致性。当切削深度有可能增加时,应降低进给速度,因为载荷的变化会引起刀具偏转,从而降低加工精度、表面质量和刀具寿命。
再次,在许多情况下,有必要对工作轮廊的一些复杂零件进行预处理。由于前工序中使用的较大直径刀具所留下的“加工残留物”,高速精加工小直径刀具不会导致切削负荷突然增加。目前,一些cam软件具有“加工残余分析”功能。该功能使CAM系统能够准确地知道每次切削后残余加工的位置,这是保持刀具载荷不变的关键,而这一关键是实现高速加工的关键。
总之,刀具路径越简单越好,使得加工过程更容易实现最大进给速度,而不会由于密集的数据聚类和加工方向的突然变化而减速。
所以,在我们进行加工中心的使用中,按照这些要素进行应用是很关键的,可以使我们能够更好的进行加工中心的应用。
卧式加工中心不能忽视的细节
卧式加工中心在粗加工时,切削力大同时夹紧力也大,在使用合适的粒度不能将工件挤压变形,夹紧点尽量接近支撑点,并且分开进行粗、精加工;在加工复杂零件时,需要多工位加工,就要选取最佳位置,考虑到加工中心的行程和干涉情况,否则会造成加工中心超程更换刀具,影响到加工精度,如果再重新进入试切又会造成工时的浪费,甚至会增加废品的出产率。
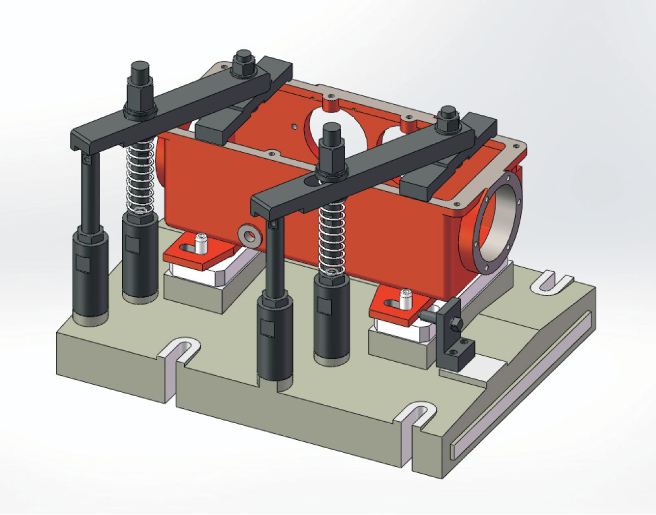
在卧式加工中心加工工件时,工件的定位安装应力求使设计基准、工艺基准与编程计算的基准统一;尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面;避免采用占机人工调整加工方案,以充分发挥数控车床的效能。数控车床切削加工时,对零件进行定位、夹紧设计以及家具的选用和设计等问题上要作全面考虑。在设计家具时,首先要保证家具的坐标方向与车床的坐标方向相对固定。其次,要协调零件和车床坐标系的尺寸关系。同时加工中心还应考虑:
1.当零件生产批量不大时,应尽量采用组合夹具、可调式夹具及通用夹具,以缩短生产准备时间、节省生产费用;
2.在成批生产时才考虑采用专用夹具,并力求结构简单;
3.零件的装卸要快速、方便、可靠,以缩短车床的停机时间;
4.夹具上各零部件应不妨碍车床对零件各表面的加工;
5.在选择工装时应有利于刀具交换,避免发生干涉碰撞;
6.在成批生产中还可采用多位、多件夹具,以提高加工效率。
服务热线





管理员
该内容暂无评论