全国咨询热线:18915750709
卧加加工 | 卧式加工中心在变速箱壳体的应用HMC Transmission Housing Machining
变速箱壳的制造通常涉及铸造和机加工两个主要过程。铸造是用来形成变速箱壳基本形状的方法,可以使用如灰铁、铸钢或铝合金等不同材料。这个过程可以是砂铸、重力铸造、高压铸造等,具体取决于产品的设计要求和生产批量。机加工则是后续步骤,用于提升变速箱壳的尺寸精度、表面光洁度以及实现所需的几何形状。变速箱壳体加工的英文是 "Transmission Housing Machining"。俄文是 "Обработка корпуса трансмиссии"(Обrabotka korpusa transmissii)。德文是 "Getriebegehäusebearbeitung"。阿拉伯文是 "تجهيز هيكل التحويل"(Tağīz haykal al-tahawwul)
通过CNC加工中心等设备,对铸造得到的毛坯进行削切、钻孔、铣削等操作,确保壳体的各部件装配精度及与传动元件的完美配合。此外,机加工还能改善部件的力学性能,确保变速箱的可靠运作。因此,虽然不是所有情况都需要机加工,但在大多数高性能和高精度要求的变速箱应用中,机加工是不可或缺的一步,以达到必要的功能性及耐用性标准。简而言之,是否需要机加工取决于变速箱的具体应用和设计要求。

变速箱壳体的替加工不仅是一项技术活,也是对加工设备、工艺设计、质量控制等全方位能力的考验。因此,它被视为机械加工领域中较为复杂的任务之一。变速箱壳体的机械加工难度相对较高,这主要是由于以下几个方面的原因:
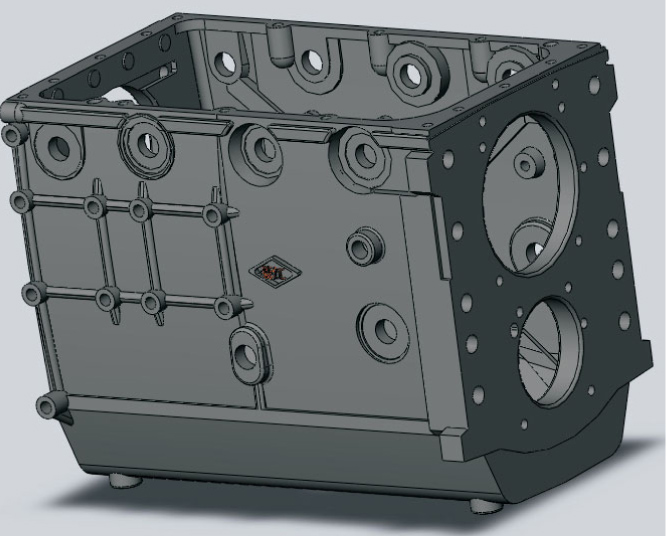
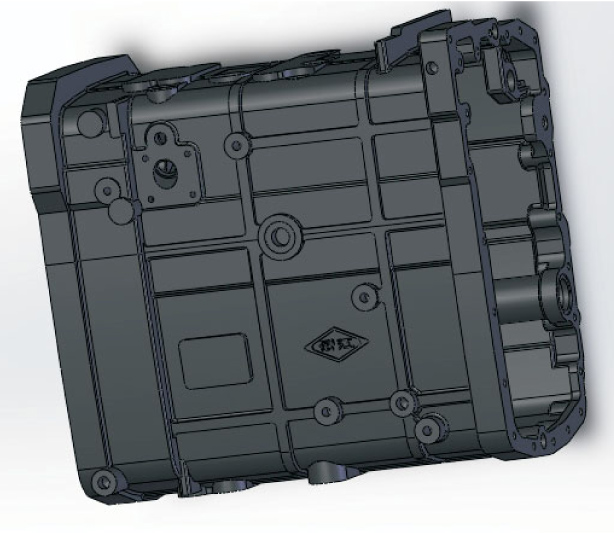
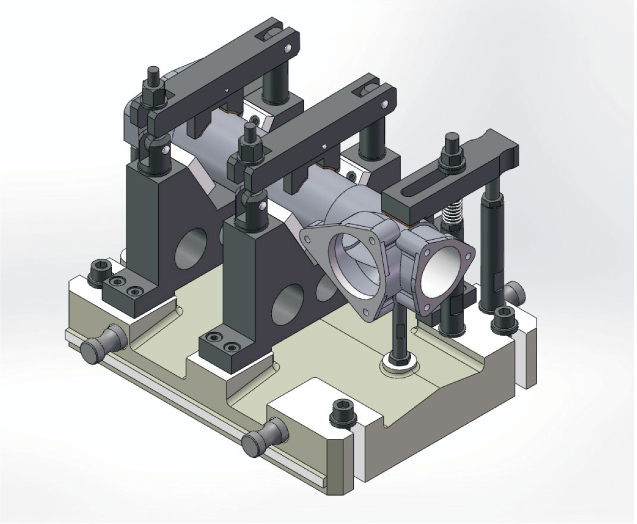
结构复杂:变速箱壳体作为承载和保护内部齿轮、轴承等关键部件的结构,通常具有复杂的内部和外部几何形状,包含多个面、孔、槽等特征,这要求加工过程中必须精确控制刀具路径。
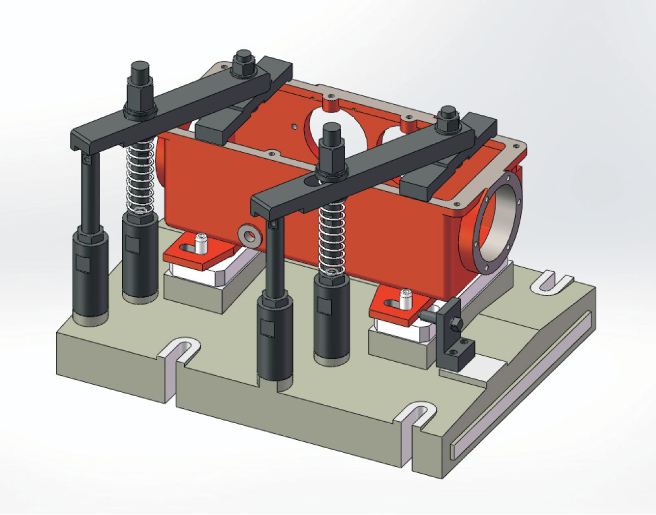
薄壁特性:为了减轻重量和节约材料,许多变速箱壳体设计为薄壁结构。薄壁加工时容易变形,这对加工精度和机床稳定性提出了极高要求,需要精细的工艺规划和夹具设计来最小化变形。
精度要求:变速箱壳体的精度直接影响到整个传动系统的装配质量和运行平稳性,因此对尺寸公差、形位公差有着严格要求。高精度的加工往往需要多次装夹和多道工序,增加了加工难度。

材料硬度:铝合金变速箱壳体因其轻量化优势而被广泛应用,但铝合金材料相对较软且易粘刀,对刀具选择和切削参数设定有特殊要求。而铸铁材质虽硬且耐磨,但加工时刀具磨损快,同样考验加工技术。
热处理:一些壳体可能需要经过热处理以提高硬度和强度,这之后的精加工则更加困难,因为材料变得更硬且更易裂。
多道工序:从粗加工到半精加工再到精加工,以及可能的表面处理,整个加工流程复杂,每一步都需严格控制以保证最终产品的质量。

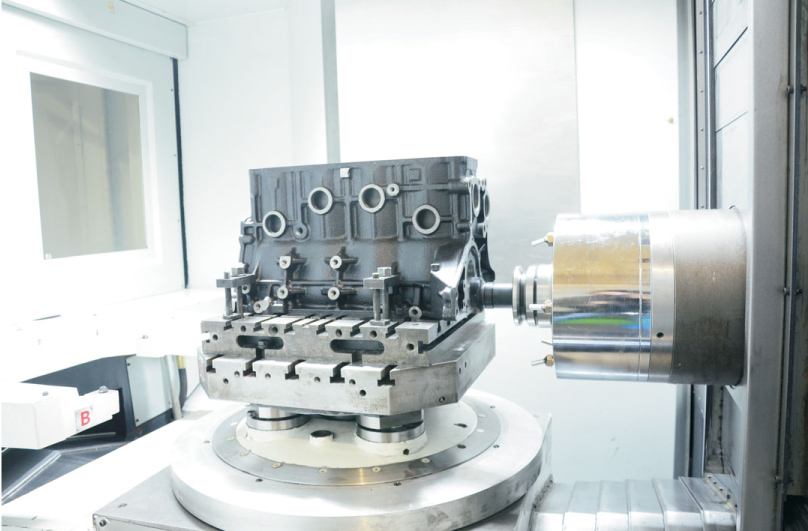
卧式加工中心(HMC, Horizontal Machining Center)非常适合完成变速箱壳的加工。因其结构特点,卧式加工中心特别擅长于处理箱体类零件,如变速箱壳体,具体原因包括:

轴配置:卧式加工中心通常配备三个直线坐标轴加上一个旋转工作台(B轴),这样的配置使得它可以轻松地从各个方向接近工件的复杂表面,非常适合加工具有多面和深腔结构的变速箱壳。图片
稳定性和刚性:卧式加工中心的结构设计使其具有较高的稳定性和刚性,这对于加工硬度较高或结构较复杂的变速箱壳体至关重要,能够保证加工精度和表面质量。
排屑效果好:由于机床结构使切屑自然下落,卧式加工中心在加工过程中不易出现切屑堵塞问题,这对于加工产生大量切屑的变速箱壳体尤为重要。
高效自动化:卧式加工中心通常支持自动化操作,如自动换刀、托盘交换系统等,这有助于提高加工效率,减少人工干预,适合大批量生产变速箱壳体。
多面加工能力:通过旋转工作台,可以在一次装夹中完成变速箱壳体多个面的加工,保证了各面之间的位置精度,减少了装夹误差。
服务热线





管理员
该内容暂无评论