全国咨询热线:18915750709
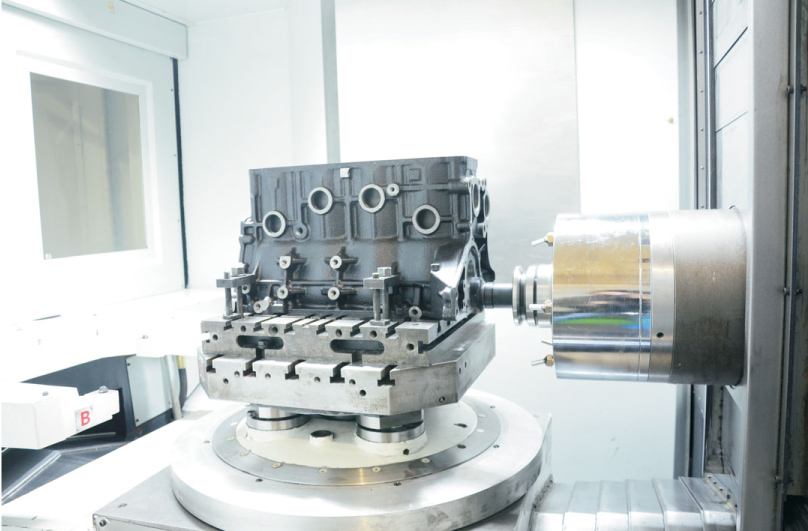
卧式对外加工 | |讲解一下卧式加工中心怎么对刀的
卧式加工中心只能有一个基准固定点。不管四轴五轴设备在对刀时基准不能在工件上,因为工件旋起来转基准就没了。所以对刀基准只有规定在一个不动的位置上。那么,对刀时要掌握什么原理,下面小编给您分析一下:
一、卧加四轴加工,编程的基准是工件的回转中心线和XY形成的面的交点,对刀只能以这一点位基准。卧式加工中心不好对工作台中心孔分中,四轴正确的对刀方法是须要事先做对刀工装。
二、卧式加工中心坐标系中工作台左右动是X轴,前后动是Y轴,到刀头上下是Z轴,绕Z轴的旋转是B轴。取一块废料固定在回转工作台上,然后以”B轴旋转、XY轴不动“的方式铣一个圆柱面出来,对圆柱分中得到回转台中心线的X轴坐标。
三、将卧式加工中心X坐标摇至回转台中心线坐标,继续在刚才的料上采用“B轴旋转,XY轴不动”的方式再铣一个圆柱面,然后用精准的测量工具测出圆柱面的尺寸,然后根据此时Y方向的坐标值和圆柱的直径推算出回转台的Y轴坐标。这样工作台的回转中心坐标就出来了,标示为X0,Y0。
四、在回转台以外的地方固定一块料,铣两个面,一个是XZ面,一个是YZ面,这两个面的X坐标和Y坐标,相对于回转台的回转中心坐标(X0,Y0)是一个固定值,将这两个值记下来,只要回转工作台位置不动,那么对刀工装相对位置就不会变。每次对刀就以这两个面对刀,然后将坐标输入规定值补偿为回转台中心坐标(X0,Y0)。以后不管工件怎么转,对刀后补偿的值都是一个固定的基准,这个基准就是是工件的回转中心线和XY平面的交点。
服务热线





管理员
该内容暂无评论