全国咨询热线:18915750709
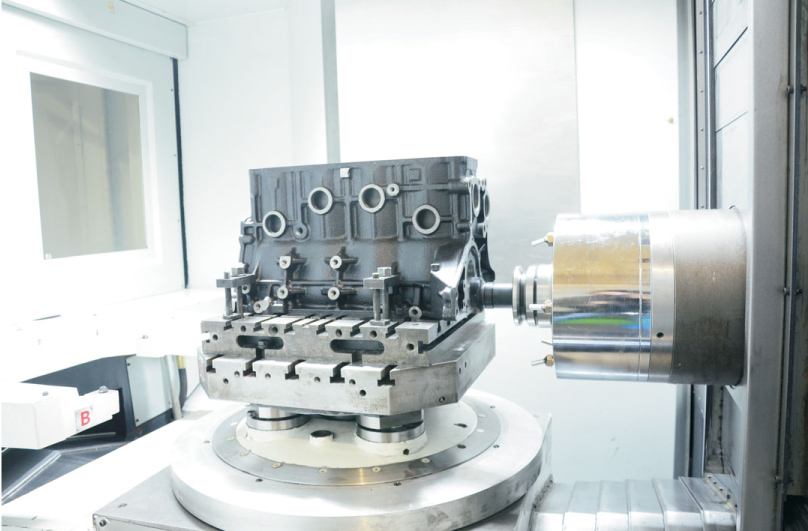
使用卧式加工中心对外加工要注意哪些?用于航空航天领域的大型卧式五轴加工中心
使用卧式加工中心对外加工要注意哪些?卧式加工中心对外加工采用两根铸铁导轨或一根铸铁导轨和一根镶钢导轨为横梁硬轨。这样,导轨面需要在横梁精铣后进行淬火处理,但一般机床厂家没有淬火设备,需要运送到热处理厂家处理,加工周期较长。此外,铸铁导轨淬火后容易产生淬火裂纹。严重时梁报废,风险很高。
钢制导轨的安装,厂家一般先用螺丝拧紧,再用铜塞或钢塞塞住螺丝沉孔,用定位键或定位销定位钢制导轨。这样做的缺点是:
1、铜塞价格较高会增加机床的生产成本,但硬度低,容易注入螺丝的沉孔;钢塞硬度高,加工直径公差不能很好保证,会导致射入沉孔失败。
2、定位键用于钢导轨定位,定位安装不方便,大梁加工要求高;硬化钢导轨采用销定位,硬度高,不易实施。
如果卧式加工中心正反转调速手柄向右旋转到底,速度达不到A,原因有:励磁回路压力不足,负电压反馈过强等。负电压超限往往是200-S、-F开路造成的,原来200V-SY-F之间的电压小于发电机电压的一半,200V-S、-F开路后两点之间的电压为基本等于发电机电压,原基础的2倍。在过渡过程中,要注意卧式加工中心的超调现象。在这些过程中,转速取决于过程的大过冲,定位为中频停机。比如出现过冲现象,就要适当解压。卧式加工中心在生产过程中,工作台无法拉动,这是由于电流的正反馈造成的。更严重的是,电流的正反馈转化为负反馈,会导致工作台被拉动。因此,需要仔细检查正负反馈量,使当速度低于10m/min时,切割后的速度下降尽可能不超过一级。
用于航空航天领域的大型卧式五轴加工中心
五轴加工中心一般是指五轴联动数控加工中心,即有五个轴(维度)能进行关联运动实现切削加工的数控加工中心。随着机械工业的发展,各种复杂程度高、加工精度高、生产批量大的机械零件的加工,越来越多地运用了五轴加工中心。
五轴加工中心按其结构和加工原理可以分为以下两大类:
一、立式五轴加工中心 立式五轴加工中心其回转轴结构有两种方式: 第一种是通过工作台回转实现五轴联动。机床床身上的工作台可以环绕X轴回转(A轴),A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,可以环绕Z轴回转(C轴),C轴都是360度回转。这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面。这种结构的加工中心主轴的结构比较简单、主轴刚性非常好、制造成本比较低,但一般工作台不能太大、承重也较小。 第二种是通过主轴头的回转实现五轴联动。主轴前端是一个回转头,能自行环绕Z轴360度,即C轴。回转头上还带可环绕X轴旋转的A轴,一般可达90度以上,实现上述同样的功能。这种设置方式的优点是主轴加工非常灵活,工作台也可以设计的非常大,航空、船舶等领域的大型零部件都适合在这类加工中心上加工。这种结构的加工中心在高精度模具曲面加工领域的应用非常多,这是工作台回转式五轴加工中心难以做到的。
二、卧式五轴加工中心 卧式五轴加工中心的回转轴结构也有两种方式: 第一种是卧式主轴摆动作为一个回转轴(A轴),再加上工作台的一个回转轴(C轴),实现五轴联动加工。 第二种为传统的工作台回转轴,设置在床身上的工作台回转轴(A轴)一般工作范围+20度至-100度。工作台的中间也设有一个回转台(B轴),可双向360度回转。这种联动特性比第一种方式好,常用于加工大型叶轮、叶片的复杂曲面。 卧式五轴加工中心快速进给速度可达30~60m/min以上,主轴电机功率22-40KW以上,刀库容量按需要可从40把增加到160把,加工能力远远超过一般立式加工中心,是重型机械加工的首选。
服务热线





管理员
该内容暂无评论