全国咨询热线:18915750709
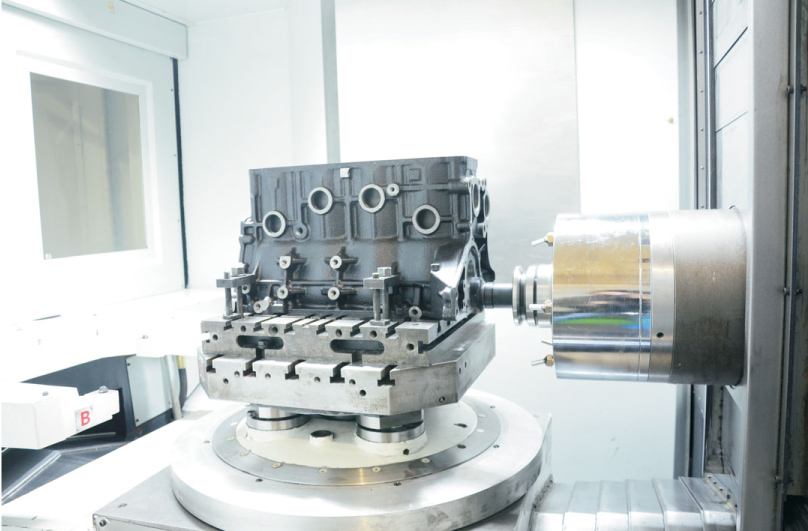
卧式加工中心的操作要点及工作原理
很多人可能在使用卧式加工中心的时候并不是特别注意其操作要点,一些细节性的问题往往容易被忽略。
1、保证在主轴的行程范围内使工件的加工内容全部完成。
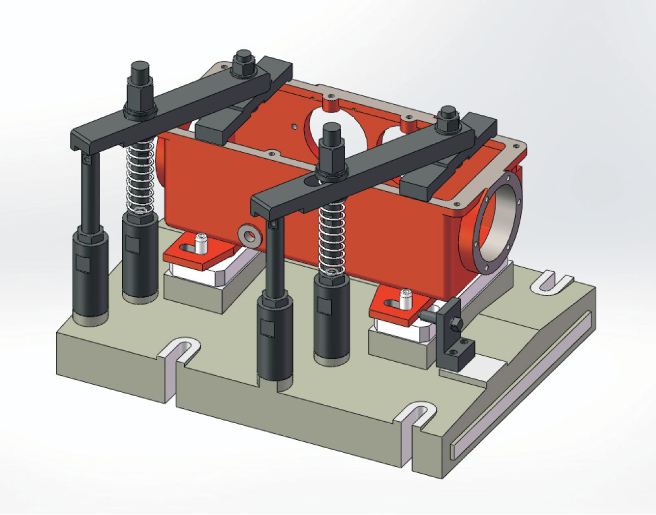
2、尽量在一次装夹中完成所有的加工内容。当非要更换夹紧点时,要特别注意不能因更换夹紧点而破坏定位精度,必要时在工艺文件中说明。.夹具底面与工作台的接触,夹具的底面平面度必须保证在0.01—0.02mm以内,表面粗糙度不大于Ra3.2um。
3、夹具应具有尽可能少的元件和较高的刚度。
4、为了简化定位与安,夹具的每个定位面相对加工原点,都应有精确的坐标尺寸。
5、对于有交互工作台的加工中心,由于工作台的移动、上托、下托和旋转等动作,夹具设计必须防止夹具和机床的空间干涉。
6、夹具要尽量敞开,夹紧元件的空间位置能低则低,安装夹具不能和工步刀具轨迹发生干涉。
7、能经短时间的拆卸,改成适合新工件的夹具。由于加工中心的辅助时间已经压缩得很短,配套夹具的装卸不能占用太多时间。
8、为保证零件安装方位与编程中所选定的工件坐标系及机床坐标系方向一致性,及定向安装。
卧式加工中心的工作原理:
工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同加工工序,自动选择及更换刀具,自动改变机床主轴转速、进给速度和刀具相对工件的运动轨迹及其它辅助功能,依次完成工件多个面上多工序的加工。并且有多种换刀或选刀功能,从而使生产效率大大提高。
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心适用于零件形状比较复杂、精度要求较高、产品更换频繁的中小批量生产。
与立式加工中心相比较,卧式加工中心结构复杂,占地面积大,价格也较高,而且卧式加工中心在加工时不便观察,零件装夹和测量时不方便,但加工时排屑容易,对加工有利。
服务热线





管理员
该内容暂无评论