全国咨询热线:18915750709
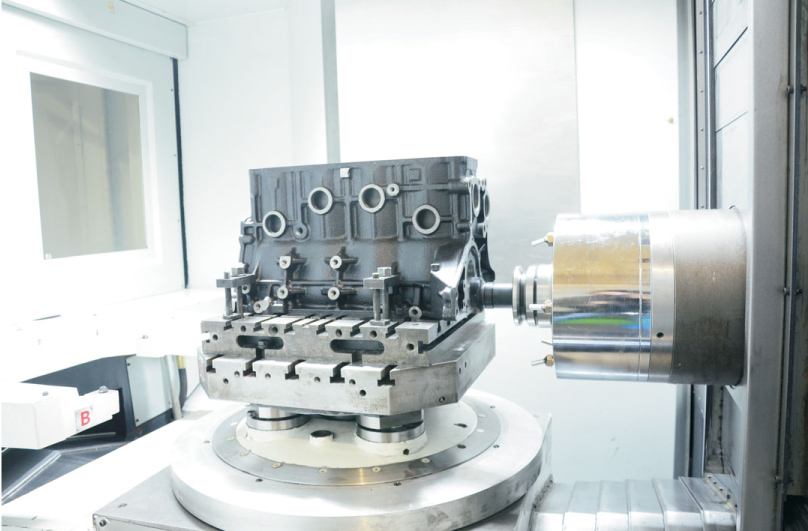
卧式加工中心对外加工操作步骤
1. 开始准备
卧式加工中心每次通过急停开启或复位机床时,都返回到机床的参考零位,使机床有一个后续操作的参考位置。
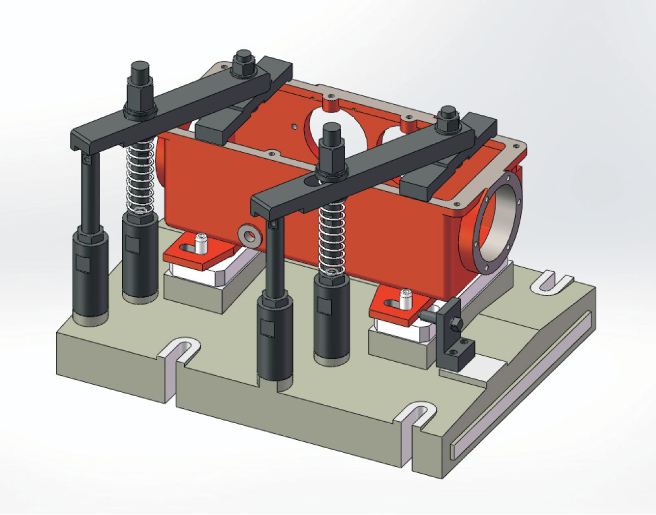
2. 夹紧工件
工件安装前,应清洗所有表面,避免粘油、铁屑和灰尘,并用锉刀去除工件表面的毛刺。用于夹紧的高速铁必须用磨床抛光,使其光滑平整。铁和螺母必须足够坚固,以可靠地固定工件。对于一些难以夹紧的小工件,可直接夹紧在虎口上;卧式加工中心外部加工工作台应清洁,无铁屑、灰尘和油污;在工件的四角处,对于跨度较大的工件,需要在中间加一个等高度的喇叭。
3、工件接触次数
对于被夹紧的工件,可通过探头确定参考零点位置进行加工,探头有光电和机械两种。
4. 根据编程说明准备好所有工具
根据编程工单中的刀具数据,更换待加工刀具,使刀具与放置在参考平面上的高度测量装置接触。当测量红灯亮时,设备对调零点的相对坐标值开启。将刀具移动到安全位置,手动将刀具下移50mm,再次将该点的相对坐标值设置为零,即z轴的零位。
5、开机处理
在每个程序开始时,仔细检查所使用的工具是否与编程指令中指定的工具一致。在加工开始时,应降低进给速度并执行单个程序段。专注于快速定位,刀具掉落和刀具进给。手应该放在停止按钮上。如有问题,应立即停车,并注意刀具运动方向,确保安全。进给刀具,然后缓慢地将进给速度提高到适当的水平,同时向刀具和工件添加冷却液或冷空气。
服务热线





管理员
该内容暂无评论