全国咨询热线:18915750709
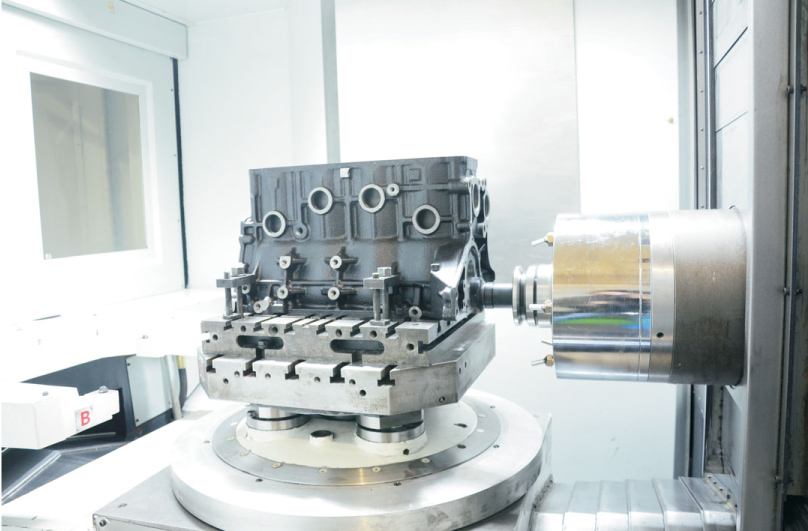
深孔加工经常出现偏孔、喇叭口、同轴度超标,为什么卧式镗孔精度远超普通设备?
普通设备加工深孔容易出现进给不稳、主轴跳动、孔身倾斜,加工后孔口偏大、孔底偏位、同轴度不达标,直接影响液压、气动零件的密封与装配效果。卧式加工主轴跳动极小、进给匀速平稳、支撑刚性充足,深孔镗削过程直线度精准,孔壁光滑均匀、孔径一致,无偏孔、无喇叭口、无台阶,完美保障深孔零件的同心度、垂直度与密封精度。
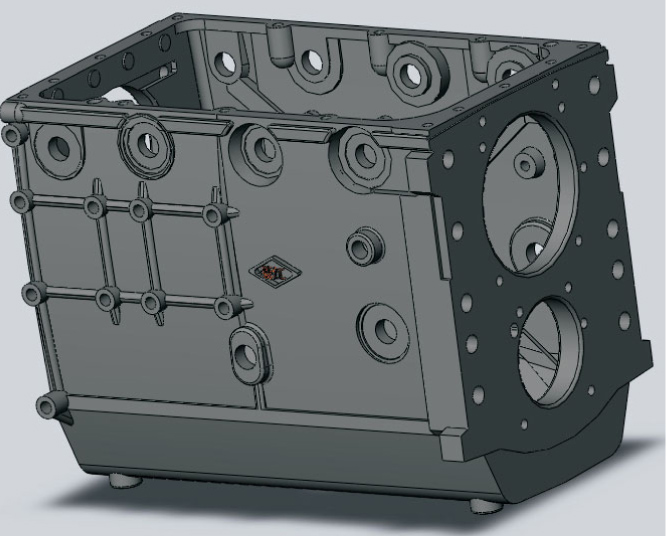
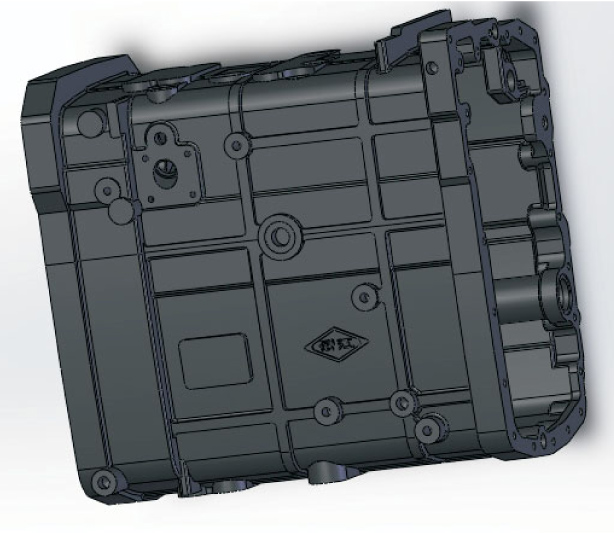
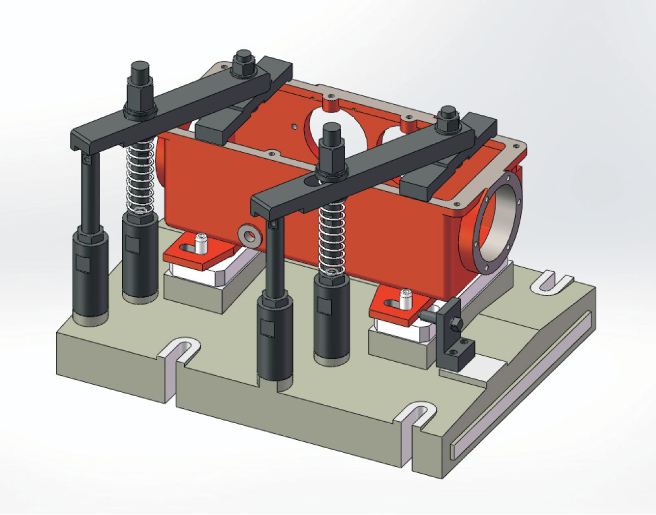
大型机架、异形框架工件加工死角多、装夹难,卧式加工如何实现全方位无死角精加工?
大型工件跨度大、体积大、结构复杂,立式加工受行程、主轴角度遮挡,侧面死角、内侧槽位、隐蔽台阶根本无法加工到位,只能人工二次修补,精度无法保障。卧式加工侧向开放式切削,无视野遮挡、无行程局限,搭配精准回转分度,可全方位覆盖工件所有复杂结构,死角、深槽、侧面台阶一次性精加工到位,无需二次上机、无需人工修补,大型工件加工完整性与精度大幅提升。
服务热线





管理员
该内容暂无评论