全国咨询热线:18915750709
为什么多面体箱体零件,只有卧式加工才能彻底解决多次装夹累积误差问题?
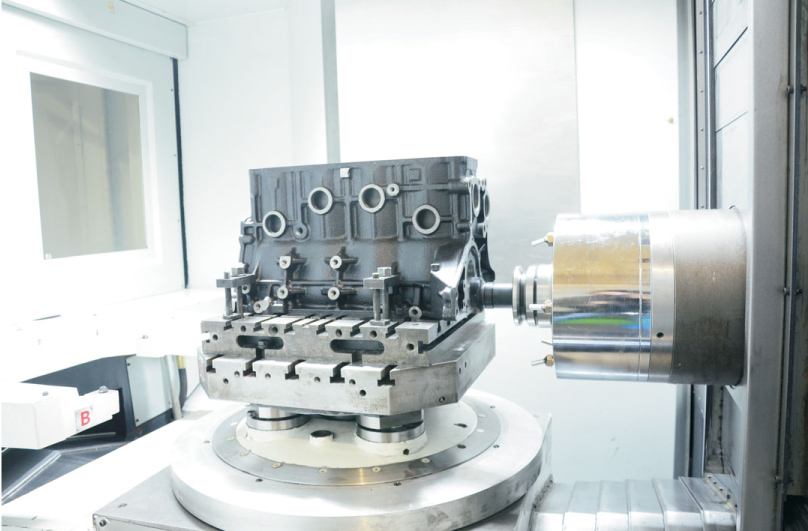
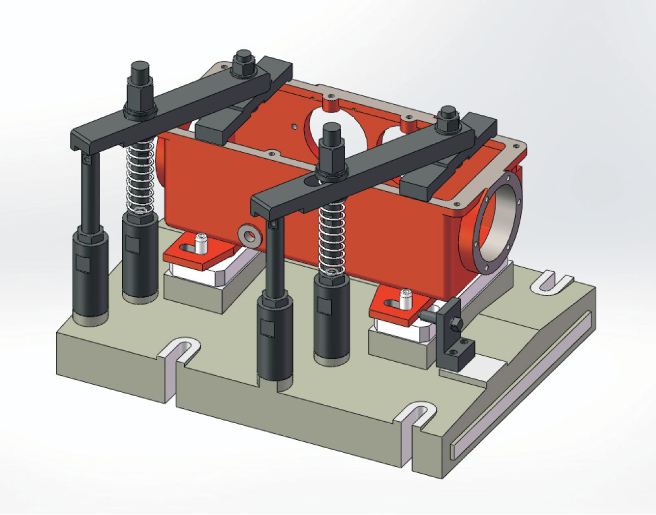
很多机械加工厂加工阀体、泵体、减速机箱体,全程依赖立式加工反复翻面、重新校表、二次定位,每一次装夹都会产生细微基准偏差,批量生产下来尺寸错乱、孔位偏移、对称度超标,不良率居高不下。而卧式加工搭载高精度回转工作台,可实现一次性装夹完成四面、多角度、多工序联动加工,全程基准不切换、定位不偏移,从根源杜绝多次装夹累积误差,让复杂箱体零件的孔距、面差、平行度、垂直度长期稳定,真正满足高端设备精密装配标准。
深腔封闭式零件加工频繁出现积屑压伤、内壁拉伤,卧式加工是如何完美规避的?
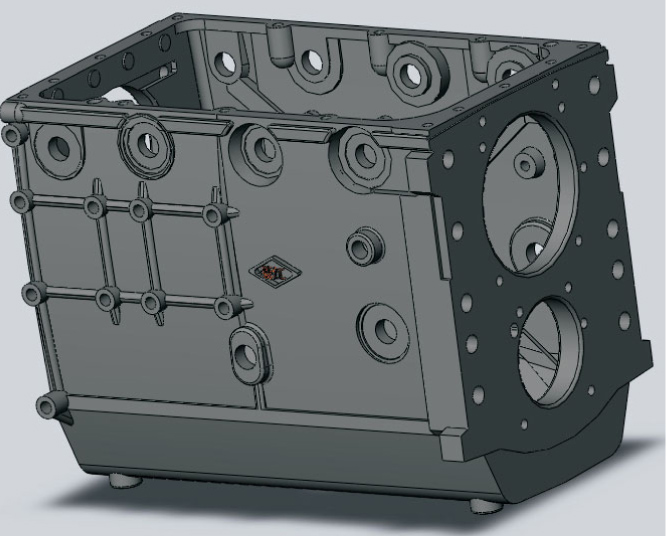
立式加工深腔、封闭式内腔结构时,铁屑极易堆积在型腔内部,无法及时排出,刀具二次碾压铁屑,导致产品内壁拉伤、压坑、刀痕残留,后期打磨费时费力还破坏精度。卧式加工采用水平主轴切削模式,依靠重力自然落屑,加工过程中铁屑快速脱离工件腔体,无堆积、无二次切削、无摩擦残留,内腔表面干净细腻、无瑕疵,不仅大幅提升工件光洁度,还能有效减少刀具磨损,适配长时间连续精密加工。
服务热线





管理员
该内容暂无评论